3 методу юстирування (вирівнювання) оптичних волокон в зварювальних апаратах для оптоволокна
У цій статті ми детально розглянемо одну з головних характеристик зварювального апарату для оптоволокна - метод юстування оптичних волокон (також використовують терміни: зведення або вирівнювання волокон). Чому ця характеристика так важлива? Тому що вона визначає клас зварювального апарату і суттєво впливає на його вартість і на якість одержуваного зварного з'єднання.
У переважній більшості сучасних моделей будь-яких виробників використовується один з трьох методів вирівнювання волокон: точне вирівнювання по серцевині (технологія PAS), більш просте вирівнювання рухомими V-подібними канавками і найпростіший метод - зведення волокон по оболонці за допомогою фіксованих V-образних канавок. Раніше застосовувалося ще кілька методів вирівнювання (наприклад, LID і ін.), Але в сучасних моделях вони практично не використовуються. Отже, давайте докладно в цьому розберемося.
Для того, щоб виконати вирівнювання і зварювання волокон, апарату необхідно отримати їх зображення. Адже саме по зображенню апарат визначає типи волокон, виконує їх зведення, регулює параметри дуги під час зварювання і оцінює втрати отриманого зварного з'єднання.
На малюнку нижче показана спрощена схема оптичної системи розпізнавання волокон більшості сучасних апаратів (її також називають "Оптичний шлях апарату"). Розберіться в тому, як вона функціонує, так як це знадобиться для розуміння відмінностей між апаратами, а також для будь-якої практичної роботи зі зварювання волокон.
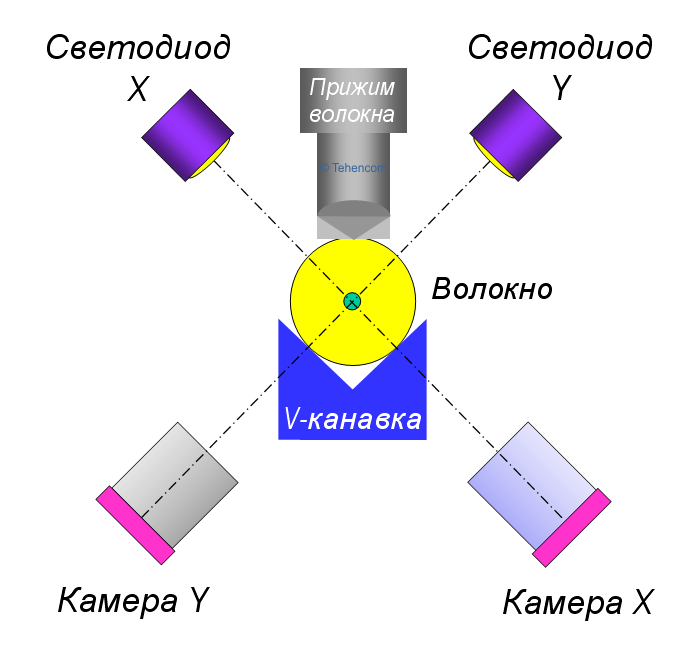
Основні елементи оптичної системи розпізнавання волокон.
Два волокна (ліве і праве) розміщуються в V-образних канавках і фіксуються зверху двома притисками. Волокна просвічуються двома світлодіодами, розташованими над волокнами під кутом 90 °. Світло, проходячи крізь волокна, формує їх зображення на двох камерах (X і Y), які знаходяться нижче рівня волокон і орієнтовані також під кутом 90 °. Аналізуючи обидва зображення, апарат отримує всю інформацію, необхідну йому для роботи. На цій фотографії показано, як це виглядає в реальності на екрані зварювального апарату Fujikura 80S. У верхній частині екрану розташовується зображення лівого і правого волокон, отримане X-камерою, а в нижній частині екрана зображення тих же волокон в перпендикулярній проекції, отримане Y-камерою.
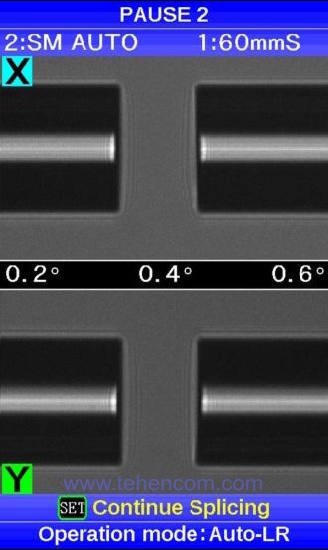
Результат роботи оптичної системи розпізнавання волокон.
Такий метод отримання зображень волокон використовується у всіх апаратах поточної лінійки Fujikura (моделі 80S , 62S , 22S , 12S і ін.), а також у багатьох моделях інших виробників. У старих моделях апаратів використовувався більш складний спосіб, при якому світло від світлодіодів спочатку прямував на два дзеркала і, відбившись від них, проходив крізь волокна. Незалежно від того, як просвічуються волокна (безпосередньо світлодіодами або через дзеркала) на камерах завжди формується два зображення, які представляють собою дві проекції волокон, розташовані під кутом 90 °. А тепер, коли ми розібралися як апарат "бачить" волокна, перейдемо до розгляду трьох методів за допомогою яких волокна зводяться.
Перший і найпростіший метод - це зведення оптичних волокон по оболонці за допомогою фіксованих V-образних канавок. Цей метод використовується в недорогих і компактних апаратах, призначених для зварювання мереж доступу, PON, FTTx і СКС. Типовий представник: модель Fujikura 12S . У таких апаратах волокна укладаються в дві нерухомі V-подібні канавки, геометричні розміри і форма яких забезпечують дуже точну центрування волокон по відношенню один до одного. На цій фотографії показано два оптичних волокна, укладені в сині V-подібні канавки моделі Fujikura 12S.

Фіксовані V-подібні канавки зварювального апарату Fujikura 12S.
Під час зварювання, кінці волокон розплавляються дуговим розрядом і зводяться разом в одне ціле. Коли дуга апарату відключається, розплавлене скло остигає і за рахунок сил поверхневого натягу відбувається додаткове самовиравніваніе волокон.
Головне достоїнство апаратів з юстировкой за допомогою фіксованих V-образних канавок - це простота конструкції. У таких апаратах використовується всього два мотори, які просто зводять волокна один до одного в точку зварювання. Оскільки конструкція не складна, апарати мають компактні розміри, низьку вартість і підвищену надійність. Типові втрати на зварному з'єднанні двох одномодових волокон становлять 0,05 дБ, що повністю підходить для будівництва будь-якої мережі доступу.
Однак простота конструкції має і зворотну сторону. Оскільки V-подібні канавки зафіксовані, їх забруднення порушує центрування волокон. Тому такі апарати треба утримувати в чистоті і періодично протирати спиртом V-подібні канавки і притиски волокон.
Друга особливість: якщо оптичні волокна мають вигин (наприклад, через тривале зберігання в зігнутому стані) або якщо волокна поганої якості і їх серцевина розташовується не зовсім в центрі (є ексцентриситет серцевини по відношенню до оболонки), то втрати на зварюванні збільшаться, так як апарат не зможе підрівняти одне волокно по відношенню до іншого.
Третя особливість: у камер таких апаратів фіксований фокус (докладніше про систему фокусування дивіться нижче). Отже, точність оцінки втрат, які вийшли на зварюванні, не така висока, як у апаратів із змінною фокусуванням камер.
У таких апаратів також фіксовану фокусну відстань, але зате V-подібні канавки можуть рухатися в двох площинах. Це означає, що апарати більш стійкі до забруднень і неідеальної геометричних розмірів самих волокон. В англомовній документації такий метод вирівняти називається Active V-Groove.
Конструкція апаратів складніше, ніж у попередньої категорії, а вартість приблизно в 1,5 рази вище. Для переміщення V-образних канавок використовуються два додаткових мотора, що злегка збільшує розмір. Всього в системі відомості волокон таких апаратів використовується 4 мотора: два для руху волокон назустріч один до одного і два для відомості волокон в площинах X і Y.Тіпічний представник цієї категорії: модель Fujikura 22S . На цій фотографії показані активні V-подібні канавки цієї моделі (два елементи синього кольору в центрі фотографії).

Рухомі V-подібні канавки зварювального апарату Fujikura 22S.
Апарати із зведенням волокон за допомогою активних (рухомих) V-образних канавок ідеально підходять для будь-яких оптоволоконних мереж масштабу міста. Типові втрати на зварному з'єднанні двох одномодових волокон складають всього 0,03 дБ. Ці апарати займають проміжне положення між простими моделями з фіксованими канавками і топовими моделями з точним зведення по серцевині.
Головна їхня відмінність від топових моделей, таких як Fujikura 80S і Fujikura 62S , Це фіксовану фокусну відстань камер. Камери "дивляться" на центр волокна через що зображення серцевини одномодового волокна виходить тонким і не таким деталізованим як у старших моделей. Тому, точність відомості волокон і точність оцінки втрат, які вийшли на зварюванні, не така висока.
Наочно побачити різницю можна на фотографії нижче. У верхній частині цієї фотографії показано зображення пари одномодових волокон, отримане за допомогою старшої моделі Fujikura 80S, а в нижній частині фотографії показано зображення цієї ж пари одномодових волокон, отримане за допомогою моделі з фіксованою фокусною відстанню камер Fujikura 22S. Зверніть увагу, що зображення волокон у верхній частині фотографії більш чітке і детальне.
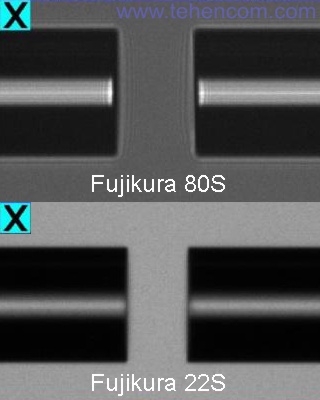
Порівняння деталізації зображень апарату із змінною фокусною відстанню (Fujikura 80S) та фіксованою фокусною відстанню (Fujikura 22S).
В цілому, апарати, які зводять волокна за допомогою активних (рухомих) V-образних канавок являють собою відмінний компроміс між вартістю і характеристиками. Але якщо Вам необхідні максимальні характеристики, то вибирайте один з зварювальних апаратів з точним вирівнювання по серцевині і змінною фокусною відстанню (технологія PAS). Далі ми докладно про них розповімо.
Найдосконалішими з технічної точки зору є апарати, в яких реалізована технологія точного відомості оптичних волокон по серцевині з використанням профілю їх яскравості PAS (скорочення від Profile Alignment System). У цих апаратах використовується два додаткових мотора для переміщення камер X і Y, що дозволяє змінювати площину їх фокусування. Всього в системі відомості волокон таких апаратів використовується 6 моторів: два для руху волокон назустріч один до одного, два для відомості волокон в площинах X і Y і два для зміни фокусної відстані камер X і Y.
Використання профілю яскравості оптичних волокон для їх взаємного вирівнювання добре показано на цьому малюнку. У його правій частині зображено поперечний переріз одномодового волокна з серцевиною в центрі. Паралельні промені світла надходять від світлодіода і, проходячи крізь волокно, переломлюються, оскільки скляне волокно має властивості лінзи. Жовта вертикальна лінія на малюнку - це площина фокусування відеокамери апарату. Як бачите, площину фокусування проходить не через серцевину волокна, як у більш простих моделей, а ближче до краю волокна. Це дає збільшене зображення серцевини і тонку смужку підвищеної яскравості, яка з'являється в самому центрі за рахунок накладення світлових променів. Мікропроцесор зварювального апарату, аналізуючи таке зображення, може дуже точно визначити положення серцевини волокна, а також інші його характеристики, наприклад тип волокна: одномод, многомод, зі зміщеною дисперсією, нечувствительное до вигинів і ін.
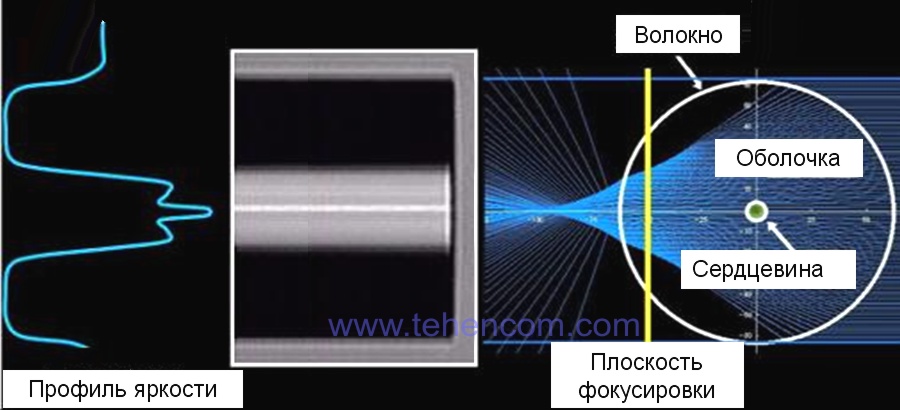
Схема формування профілю яскравості оптичного волокна, яка використовується в апаратах з точним зведенням волокон по серцевині (технологія PAS).
Якщо Ви варите не тільки одномодові (G.652) і багатомодові (G.651) волокна, а й інші типи, наприклад нечутливі до вигинів (G.657) або магістральні (G.653 і G.655), то бажано використовувати зварювальні апарати, які можуть аналізувати профіль яскравості. Це обумовлено двома причинами. Перша причина - це найвища якість зварювання. Для японських апаратів типові втрати на зварному з'єднанні двох одномодових волокон нормуються на рівні 0,02 дБ, а в реальності близько 0,01 дБ. Таку зварювання навіть не можна побачити за допомогою рефлектометра. Друга причина - кожен тип волокна володіє унікальним профілем яскравості. Профілі яскравості для волокон всіх стандартів зберігаються в пам'яті апарату і в процесі розпізнавання волокон, апарат може точно визначити їх тип і підібрати оптимальну програму зварювання.
На цій фотографії показаний екран зварювального апарату Fujikura 80S, в який встановлено два різних волокна: зліва нечутливі до вигинів (G.657), а праворуч звичайний одномод. Як бачите, зображення волокон відрізняються (на лівому волокні є горизонтальні смужки) і по деталях цих зображень апарат коректно визначив їх типи (BIF і SM).

Кожен тип оптичного волокна має унікальний профіль яскравості, аналізуючи який зварювальний апарат підбирає оптимальну програму зварювання.
Весь процес точного відомості волокон по серцевині і їх зварювання в режимі "Повний автомат" показаний в цьому короткому відео. Перша частина відео (17 секунд) відтворюється на повній швидкості, а в другій частині показана та ж зварка, але з уповільненням в 5 разів і покроковими коментарями, щоб Ви могли добре розглянути всі етапи: 1 - очищає дуга, 2 - попереднє зведення волокон, 3 - зміна фокуса для аналізу профілю яскравості волокон, 4 - визначення типу волокон, 5 - точне зведення волокон на частки мікрометра (практично не помітно), 6 - основна дуга, 7 - оцінка втрат.
Весь процес точного відомості волокон по серцевині і їх зварювання в режимі "Повний автомат".
В теорії точне зведення волокон по серцевині із застосуванням технології PAS виглядає просто. Але не дарма зварювальні апарати цієї категорії вважаються найбільш просунутими і дорогими. Подивіться на ці фотографії, на них добре видно технічну складність реалізації. Зліва показаний розібраний апарат Fujikura FSM-60S , Який є попередником сучасного флагмана Fujikura 80S . А справа його верхня частина в перевернутому положенні. На правій фотографії виділені 6 моторів, які відповідають за рух волокон один до одного (1, 2), вирівнювання волокон в площинах X і Y (3, 4) і за зміну фокусної відстані двох камер апарату (5, 6).
Тепер, коли ми детально розглянули особливості та відмінності трьох основних методів юстирування оптичних волокон, давайте узагальнимо цю інформацію, щоб добре розуміти апарат якого типу оптимально підходить для конкретного завдання.
Апарати з точним вирівнюванням по серцевині (за технологією PAS) підходять для будівництва та обслуговування будь-яких типів сучасних оптичних мереж, як міських, так і міжміських. Вони швидко і з мінімальними втратами зварюють будь-які типи волокон: одномодові (G.652), багатомодові (G.651), нечутливі до вигинів (G.657) і магістральні (DSF G.653 і NZDSF G.655). Типові представники цієї категорії: Fujikura 80S і Fujikura 62S .
Апарати з вирівнюванням волокон за допомогою рухомих V-образних канавок можуть зводити волокна в трьох площинах, але не можуть змінювати площину фокусування своїх камер, тому якість зварювання у них трохи нижче. Ці апарати позиціонуються як оптимальне рішення для будь-яких мереж масштабу міста. Типовий представник цієї категорії: Fujikura 22S .
Апарати з вирівнюванням волокон по оболонці за допомогою фіксованих V-образних канавок є найпростішими з технічної точки зору. Вони просто точно зводять два волокна в точку зварювання. Ці апарати позиціонуються як оптимальне рішення для мереж доступу, мереж PON, СКС і подібних, де кількість сварок в одному лінк (від передавача до приймача) невелика (зазвичай менше 10). Типовий представник цієї категорії: Fujikura 12S .
На цій сторінці докладно описані основні методи юстування (вирівнювання) оптичних волокон, які використовуються в сучасних апаратах для зварювання оптоволокна більшості виробників. Цей матеріал допоможе Вам краще розбиратися в конструкції різних апаратів і принципах їх роботи.
Щоб дізнатися більше про знос електродів і максимальну кількість сварок, подивіться цю статтю . А щоб ознайомитися з повним переліком моделей японської компанії Fujikura, переходите на головну сторінку зварювальних апаратів для оптоволокна .
Якщо Вам необхідна детальна інформація за цінами або технічна консультація щодо вибору оптимального зварювального апарату для Вашої завдання, просто зателефонуйте нам або напишіть нам по E-mail і ми з радістю відповімо на Ваші запитання.
Поділитися в соціальних мережах:
Також дивіться:
Чому ця характеристика так важлива?